Модуль управления
Персональный компьютер, монитор 21 дюйм, клавиатура, компьютерная мышь, программное обеспечение, сканер штрих-кодов.
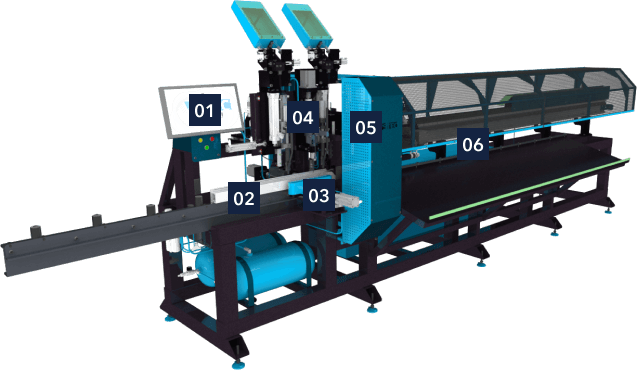
VSTEC M 300S
VSTEC M 300S
автоматизированный центр свинчивания и обработки ПВХ профилей

Производительность VSTEC M 300S - 1 000,0 стандартных заготовок в смену
Применение:
VSTEC M 300S - автоматизированный центр обработки и свинчивания предназначен для высокоскоростной обработки заготовок из ПВХ профилей, свинчивания их с армированием для дальнейшего их использования при производстве светопрозрачных конструкций.
Описание
Выполняемые операции
Комплектация
Характеристики и габариты
Фрезерование профиля
- Входных дренажных отверстий - рама, створка, импост
- Выходных дренажных отверстий - рама (снаружи/низ), створка, импост (снаружи/вниз)
- Дополнительных вентиляционных отверстий - рама, створка, импост
- Выборки под уплотнитель - рама, створка, импост
- Выборки под основной запор - размер запора - (53,0\63,0) мм
- Под установку личинки замка - сквозное\не сквозное - все размеры дорнмассов и все формы личинок
Сверление профиля
- Отверстия под установку петли - рама, импост - расстояния от линии штапика - (18,5\19,5\20,0\20,5) мм
- Отверстия под установку петли - створка.
- Тройное сквозь армирование под установку ручки - размеры дорнмассов - (15,0\25,0) мм
Отметки на профиле
- Под установку пятки импоста - рама, створка, импост
- Под сквозное отверстие для крепления импоста - рама, створка, импост
- Под установку ручки - размеры дормассов - (15,0\25,0) мм
- Под установку ограничителя наклона-поворота - рама, створка
- Под установку анкерного крепежа - рама
- Под установку детского замка - рама, створка
- Под установку крепления москитной сетки - рама (верх, низ)
- Под установку ответной планки - рама, импост
- Под установку саморезов для армирования профиля
Производительность оборудования VSTEC M 300S —
1 000,0 стандартных заготовок в смену.
Размеры обрабатываемого профиля
Длина профиля - Макс - 3 500,0 мм. Мин длина - 150,0 мм
Высота профиля - Макс - 95,0 мм, Мин - 32,0 мм
Ширина профиля - Макс - 120,0 мм, Мин - 32,0 мм
Габаритные параметры:
Длина - 6 560,0 мм, Ширина - 1 470,0 мм, Высота - 2 200,0 мм. Вес - 1 150,0 кг
Потребительские параметры:
Стандарт напряжения - 220,0 Вт, 50 Гц, Общая мощность - 6,5 Квт/20,0 А.
Давление воздуха номинальное присоединительное - 7,0 бар,
потребление воздуха - 300,0 л/мин.
Примечание: принятый для расчета стандарт изделия: Изделие 1500х1500, Рама (4 элемента) + Створка (4 элемента) + Импост (1 элемент).
Модуль управления - персональный компьютер, монитор 21 дюйм, клавиатура, компьютерная мышь, программное обеспечение, сканер штрих-кодов.
Модуль загрузки заготовок — включает в себя балку с роликами-опорами и блоком горизонтальных прижимов.
Модуль позиционирования и прижимов - служит для первоначального позиционирования профиля и его кареткой захвата и перемещения. Состоит из выдвижных упоров, в которые перед началом работы упирают профиль, вертикального и горизонтального прижимов.
Модуль армирования — два шуруповерта в сборе с питателями и модуля сверления отверстий установки импостов. Модуль оснащен механизмом, который позволяет изменять расстояние между шуруповертами (200,0 мм, 300 мм), а также позволяет менять положение шуруповертов (в линию или зигзагом).
Модуль обработки заготовок — два пнемотических инструмента, установленных на механической основе, позволяющей менять положение инструментов в трех плоскостях (горизонтальное, вертикальное и поворот инструмента вокруг профиля).
Модуль выгрузки - каретка захвата и перемещения, стол выгрузки заготовок, платформа опорных роликов в зоне выгрузки заготовок, прижимов в зоне выгрузки и сталкивателя заготовок.
Работу на автоматизированном центре обработки и свинчивания VSTEC M 300S выполняет один оператор.
Основные функциональные обязанности оператора - взять заготовку, поднести заготовку к сканеру штрих-кодов, для считывания со штрих-кода этикетки заготовки информации об обработках, установить заготовку на стол загрузки для обработок и свинчивания, нажать кнопку выполнения операции обработки и свинчивания, произвести контроль за выполнением операций на обрабатывающем центре, передать готовые заготовки на следующий по технологическому процессу производства пост.
Перед началом работы на оборудовании, оператору необходимо зарегистрироваться на станке (ввести логин и пароль), отсканировать этикетку со штрих-кодом на заготовке. Затем оператор устанавливает заготовку на станок, правильно расположив ее на балке подачи и уперев ее в модуль позиционирования. Подтвердить выполнение нажатием на зеленую кнопку. Позиционирование и подготовка станка к работе происходит сразу после идентификации заготовки.
Операцию на конкретную заготовку определяют ранее подготовленным заданием, которое может быть загружено в базу данных. База данных может находиться как на самом станке, так и на удаленном компьютере и иметь строго определенную структуру.
Обработки заготовок конструкций производят два пнемотических инструмента, установленых на механической основе, позволяющей менять положение инструментов в трех плоскостях (горизонтальное, вертикальное и поворот инструмента вокруг профиля).
Свинчивание профиля с армированием производят два шуруповерта в сборе с питателями и модуля сверления отверстий установки импостов. Модуль оснащен механизмом, котороый позволяет изменять расстояние между шуруповертами (200,0 мм, 300 мм), а также позволяет менять положение шуруповертов (в линию или зигзагом).
После того как операции выполнены полностью, каретка захвата перемещает заготовку в зону выгрузки, где фиксирует ее с помощью прижима, расположенного на платформе опорных роликов выгрузки. Далее каретка захвата отпускает заготовку, отъезжает на безопасное расстояние и с помощью сталкивателя перемещает заготовку на стол выгрузки. Станок переходит в режим ожидания дальнейшего задания.
Станок имеет три режима работы:
Автоматический режим - режим работы оборудования, при котором после сканирования штрих-кода на заготовке, происходит предстартовая подготовка станка, после установки профиля и подтверждении запуска - происходит выполнение всех операций на заготовке.
Пошаговый режим - режим работы, при котором станок ждет подтверждения каждому рабочему действию кнопкой "СТАРТ". Очередность выполнения операций аналогична автоматическому режиму.
Ручной режим управления шуруповертами - режим работы оборудования, при котором управление шуруповертами (левым или правым) оператор выполняет вручную.
Описание
Работу на автоматизированном центре обработки и свинчивания VSTEC M 300S выполняет один оператор.
Основные функциональные обязанности оператора - взять заготовку, поднести заготовку к сканеру штрих-кодов, для считывания со штрих-кода этикетки заготовки информации об обработках, установить заготовку на стол загрузки для обработок и свинчивания, нажать кнопку выполнения операции обработки и свинчивания, произвести контроль за выполнением операций на обрабатывающем центре, передать готовые заготовки на следующий по технологическому процессу производства пост.
Перед началом работы на оборудовании, оператору необходимо зарегистрироваться на станке (ввести логин и пароль), отсканировать этикетку со штрих-кодом на заготовке. Затем оператор устанавливает заготовку на станок, правильно расположив ее на балке подачи и уперев ее в модуль позиционирования. Подтвердить выполнение нажатием на зеленую кнопку. Позиционирование и подготовка станка к работе происходит сразу после идентификации заготовки.
Операцию на конкретную заготовку определяют ранее подготовленным заданием, которое может быть загружено в базу данных. База данных может находиться как на самом станке, так и на удаленном компьютере и иметь строго определенную структуру.
Обработки заготовок конструкций производят два пнемотических инструмента, установленых на механической основе, позволяющей менять положение инструментов в трех плоскостях (горизонтальное, вертикальное и поворот инструмента вокруг профиля).
Свинчивание профиля с армированием производят два шуруповерта в сборе с питателями и модуля сверления отверстий установки импостов. Модуль оснащен механизмом, котороый позволяет изменять расстояние между шуруповертами (200,0 мм, 300 мм), а также позволяет менять положение шуруповертов (в линию или зигзагом).
После того как операции выполнены полностью, каретка захвата перемещает заготовку в зону выгрузки, где фиксирует ее с помощью прижима, расположенного на платформе опорных роликов выгрузки. Далее каретка захвата отпускает заготовку, отъезжает на безопасное расстояние и с помощью сталкивателя перемещает заготовку на стол выгрузки. Станок переходит в режим ожидания дальнейшего задания.
Станок имеет три режима работы:
Автоматический режим - режим работы оборудования, при котором после сканирования штрих-кода на заготовке, происходит предстартовая подготовка станка, после установки профиля и подтверждении запуска - происходит выполнение всех операций на заготовке.
Пошаговый режим - режим работы, при котором станок ждет подтверждения каждому рабочему действию кнопкой "СТАРТ". Очередность выполнения операций аналогична автоматическому режиму.
Ручной режим управления шуруповертами - режим работы оборудования, при котором управление шуруповертами (левым или правым) оператор выполняет вручную.
Выполняемые операции
Фрезерование профиля
- Входных дренажных отверстий - рама, створка, импост
- Выходных дренажных отверстий - рама (снаружи/низ), створка, импост (снаружи/вниз)
- Дополнительных вентиляционных отверстий - рама, створка, импост
- Выборки под уплотнитель - рама, створка, импост
- Выборки под основной запор - размер запора - (53,0\63,0) мм
- Под установку личинки замка - сквозное\не сквозное - все размеры дорнмассов и все формы личинок
Сверление профиля
- Отверстия под установку петли - рама, импост - расстояния от линии штапика - (18,5\19,5\20,0\20,5) мм
- Отверстия под установку петли - створка.
- Тройное сквозь армирование под установку ручки - размеры дорнмассов - (15,0\25,0) мм
Отметки на профиле
- Под установку пятки импоста - рама, створка, импост
- Под сквозное отверстие для крепления импоста - рама, створка, импост
- Под установку ручки - размеры дормассов - (15,0\25,0) мм
- Под установку ограничителя наклона-поворота - рама, створка
- Под установку анкерного крепежа - рама
- Под установку детского замка - рама, створка
- Под установку крепления москитной сетки - рама (верх, низ)
- Под установку ответной планки - рама, импост
- Под установку саморезов для армирования профиля
Комплектация
Модуль управления - персональный компьютер, монитор 21 дюйм, клавиатура, компьютерная мышь, программное обеспечение, сканер штрих-кодов.
Модуль загрузки заготовок — включает в себя балку с роликами-опорами и блоком горизонтальных прижимов.
Модуль позиционирования и прижимов - служит для первоначального позиционирования профиля и его кареткой захвата и перемещения. Состоит из выдвижных упоров, в которые перед началом работы упирают профиль, вертикального и горизонтального прижимов.
Модуль армирования — два шуруповерта в сборе с питателями и модуля сверления отверстий установки импостов. Модуль оснащен механизмом, который позволяет изменять расстояние между шуруповертами (200,0 мм, 300 мм), а также позволяет менять положение шуруповертов (в линию или зигзагом).
Модуль обработки заготовок — два пнемотических инструмента, установленных на механической основе, позволяющей менять положение инструментов в трех плоскостях (горизонтальное, вертикальное и поворот инструмента вокруг профиля).
Модуль выгрузки - каретка захвата и перемещения, стол выгрузки заготовок, платформа опорных роликов в зоне выгрузки заготовок, прижимов в зоне выгрузки и сталкивателя заготовок.
Характеристики и габариты
Производительность оборудования VSTEC M 300S —
1 000,0 стандартных заготовок в смену.
Размеры обрабатываемого профиля
Длина профиля - Макс - 3 500,0 мм. Мин длина - 150,0 мм
Высота профиля - Макс - 95,0 мм, Мин - 32,0 мм
Ширина профиля - Макс - 120,0 мм, Мин - 32,0 мм
Габаритные параметры:
Длина - 6 560,0 мм, Ширина - 1 470,0 мм, Высота - 2 200,0 мм. Вес - 1 150,0 кг
Потребительские параметры:
Стандарт напряжения - 220,0 Вт, 50 Гц, Общая мощность - 6,5 Квт/20,0 А.
Давление воздуха номинальное присоединительное - 7,0 бар,
потребление воздуха - 300,0 л/мин.
Примечание: принятый для расчета стандарт изделия: Изделие 1500х1500, Рама (4 элемента) + Створка (4 элемента) + Импост (1 элемент).
Дополнительная информация
Программное обеспечение не требует специальных знаний для настройки и работы. Интерфейс рабочей программы написан на русском языке.
Программное обеспечение оборудования позволяет проводить: самодиагностику работоспособности оборудования (Diagnos), удаленную диагностику при возникновении неполадок, пошаговый режим проверки обработок (StepbyStep) и автоматически уведомляет о необходимости проведения ТО (XService).
Оборудование работает с выгрузками в открытом формате файла (.XML), что позволяет настроить работу с любой оконной программой, на которой работает ваше производство.
Программное обеспечение и алгоритмы работы оборудования постоянно дорабатываются, все обновления программного обеспечения покупатель оборудования получает по сети интернет бесплатно, не зависимо от года выпуска и покупки оборудования.

Оборудование можно приобрести в лизинг
Лизинг